连杆孔的激光成型
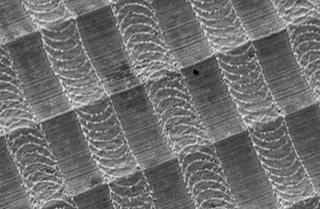
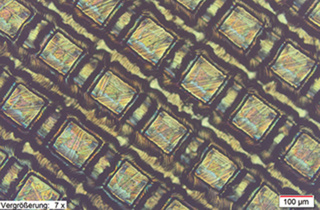
凸起的微型轮廓有助于提高静摩擦
凸起的微型轮廓有助于提高静摩擦
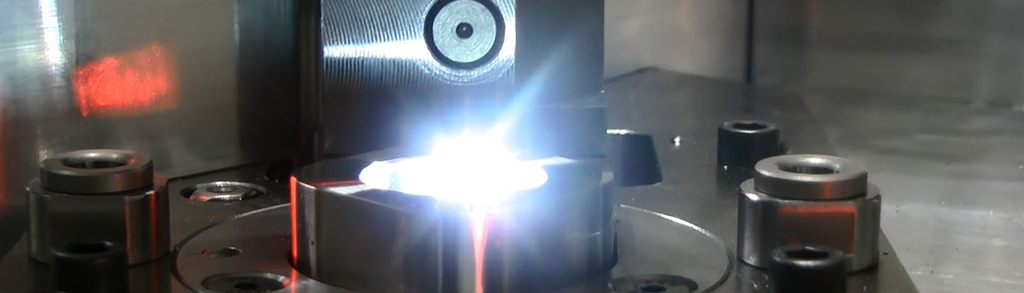
激光成型越来越多地应用于表面的粗糙化处理。此时生成的凸起微型轮廓,可针对物体产生尽可能高的静摩擦。脉冲激光束聚焦在材料表面上的一个点,形成局部高强度。
通过热加工流程,材料局部临时进入融化阶段。这导致融化颗粒从表面增大突出。这些单独的轮廓凸起物由此存在于融化毛刺中,这些毛刺作为凸起的表面结构抓住物体的表面,从而生成很高的静摩擦。
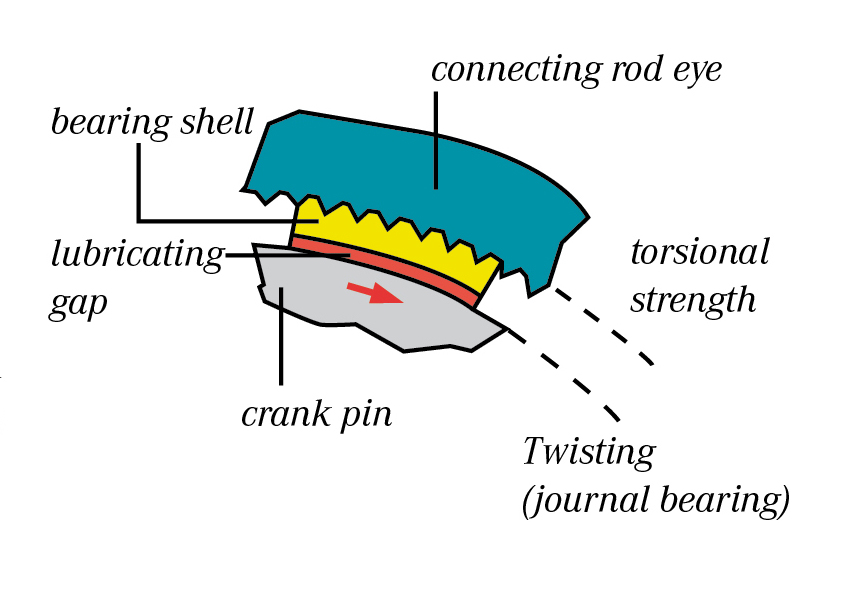
连杆轴承由连杆大头孔,轴瓦和曲轴的曲柄销组成。然而要使轴颈销和轴瓦内表面的摩擦最小化,必然会使外部扭转可靠性最大化。所以在连杆孔和轴瓦之间需要有一定的摩擦存在。在精密加工后(如珩磨或精镗)对连杆孔进行固体激光造型。安装轴承所得到的扭转可靠性决定了激光造型的质量参数。连杆轴承由连杆大头孔,轴瓦和曲轴的曲柄销组成。然而要使轴颈销和轴瓦内表面的摩擦最小化,必然会使外部扭转可靠性最大化。所以在连杆孔和轴瓦之间需要有一定的摩擦存在。在精密加工后(如珩磨或精镗)对连杆孔进行固体激光造型。安装轴承所得到的扭转可靠性决定了激光造型的质量参数。
为了使激光成型产业化而开发出的设备应用于现代化生产线上,具有极高的过程可靠性。作为放射源使用的是带Galvo扫描仪光学元件的Q开关固体激光器,通常用于表面刻字或标记。为降低周期时间,也可安排多个放射源。具体的布局根据加工任务进行。孔段成型时,激光束斜着进入孔中。在加工可直接接触的表面时,激光束可正常地导向加工表面。


通过对具有静摩擦功能的技术表面进行粗糙化处理,可在两个部件之间形成无损失的防扭转和/或防推动连接。这种连接满足功能性要求,同时简化部件结构。
除此之外,还可以换掉用以增加摩擦的中间层,如金刚石膜,以进一步降低制造成本。