Form Honing
Shape-optimized cylinder bore during the operational state
You are using a very outdated browser. To make full use of our website, we recommend that you update your browser to the newest version.
Shape-optimized cylinder bore during the operational state
At present, the most important objective when developing internal combustion engines for vehicles is the reduction of fuel consumption and polluting emissions. The focus is currently on the CO2 value (g/km). The reduction of internal engine friction is considered a contribution towards the targeted limits.
The earlier production of internal combustion engines required cylinder bores with high cylindric form and surface qualities. During operating conditions, there are complex distortion mechanisms which deform the cylinder bore.
We have therefore developed a process which does not have the cylindrical bore shape as a target but which reproduces the deformation in the manufacturing process.
By honing non-cylindrical free forms, the component deformation in operating mode is taken into consideration. The deformation in the operating condition depends on:
The cylindrical free form is determined either by FEM calculation or simulations using torque plates and tempering.
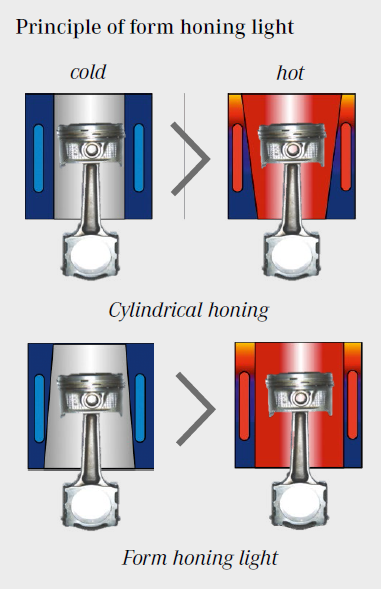
Form honing light simulates thermal distortion by creating different tapered shapes. The thermal expansion due to the higher taper in the top dead center leads to a cylinder bore which has to be honed to a smaller size at the top and a larger size at the bottom. Thus, the piston shirt has less contact with the bore. This results in significantly less friction.
The process works with newly developed process hardware such as
The conical shape is generated by feedback controlled stroke displacement with higher stock removal in the lower bore section due to increased contact time of the abrasives. The dynamic electro-mechanical feeding changes the radial expansion position of the honing stones during the stroke movement according to the form and improves herewith the previous conical shape. These process components assure the reliable process of round non-cylindrical tapered bores within the known cycle times.
Form honing has been already integrated globally into mass production scenarios. Application of form honing light technology has shown that significant improvements in emissions reductions are possible.
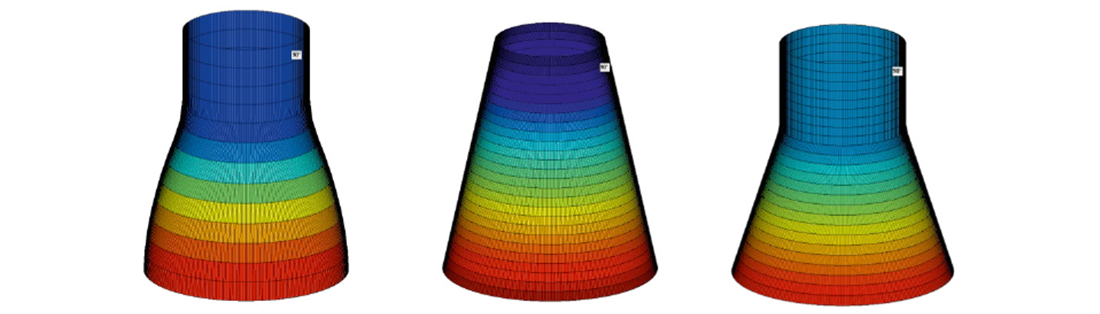
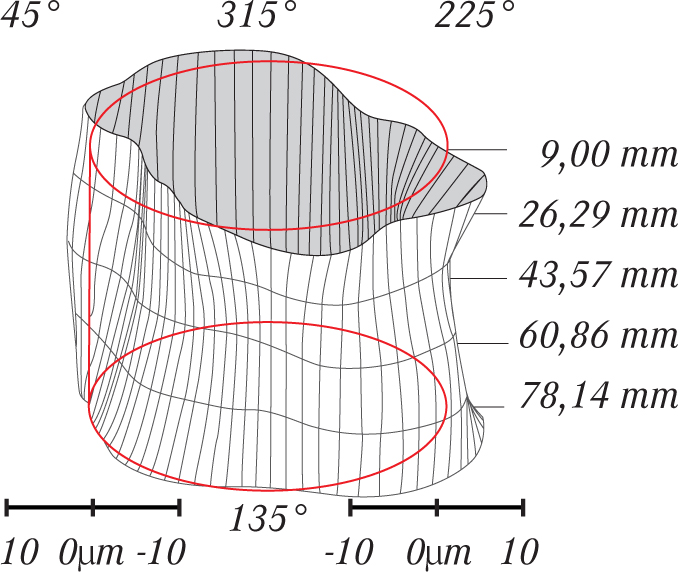
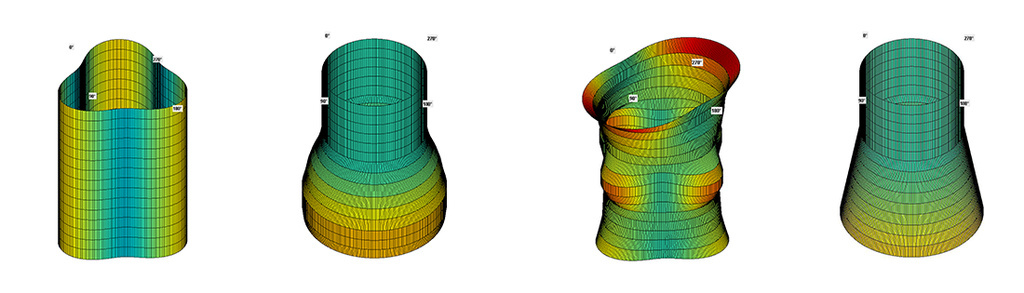
Examples of variations of functional shapes.
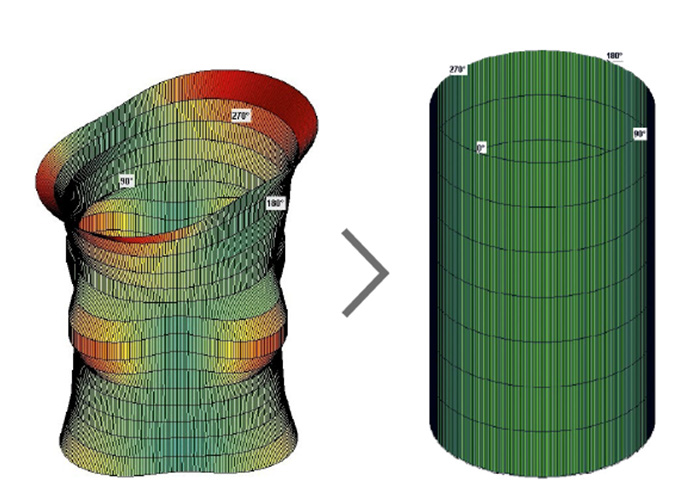
Form honing professional does not only optimize the local piston clearance but also compensates for cylinder deviations from static and thermal distortions. That means that in running conditions round and straight bores can be achieved. Ring tension is reduced which results in adaptive friction and C02 reductions.
The non-cylindrical shape deviations can be defined through CAE assessments or torque plate bracing and tempering. In order to be able to implement form honing professional, innovative processing hardware is necessary:
The ideal cylindrical bore distorts during operating conditions. By means of form honing, this deformation is reproduced during manufacturing which results in an almost cylindrical shape during operation.
Through appropriate forms the friction between piston/piston ring/cylinder lining with constant gas density and oil consumption can be reduced. Therefore, form honing contributes to current and future emission regulations.
In the meantime, the market launch has already started successfully.
Our model series powertrainhone is especially optimized for the machining of engine blocks and cylinder liners. Whether machining of cylinder or crankshaft bore, whether modular variant or transfer line, we offer the right solution.