什么是珩磨技术
珩磨工艺是一种切屑加工工艺,用于加工孔的最终功能表面

珩磨工艺是一种切屑加工工艺,用于加工孔的最终功能表面
珩磨工艺会随着新质量标准的执行而不断继续发展。由此诞生诸多的工艺类型,如定形珩磨、平顶珩磨、摩擦珩磨或螺旋滑动珩磨。因此对于格林而言,客户同时也是激发创新和先进工艺创意的研发合作伙伴。
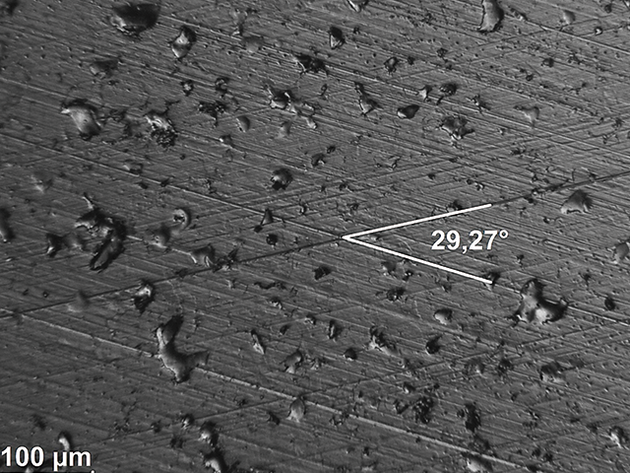
珩磨工艺是一种切屑加工工艺,用于加工出钻孔的最终功能表面。除了尺寸和外形精度之外,表面粗糙度的拓扑结构日益显示出其重要性。这可以是一个极光滑的表面,也可以是带有指定润滑油存量的粗糙表面形态。但是哪怕是相互交叉的加工刀纹,也同样具有决定性的摩擦学意义。
经过珩磨的表面的功能始终由附着性、滑动性或密封性和导向性构成。由此也构成了珩磨的应用领域。内燃机的活塞滑动表面要么采用单个气缸套形式,要么位于具有不同微孔结构的铸铁、铝或铁合金曲轴箱中,这是珩磨过程的典型工件。
对于液压、气动和喷射系统的阀门孔有着特别高的几何要求。齿轮孔、连杆孔、液压油缸、底盘油缸和陶瓷部件同样是以不同批量进行珩磨加工的精密工件。为此,有加工范围 (直径,珩磨长度) 和自动化程度各不相同的珩磨机供您使用。内径在0.8 mm和200 mm之间,长度不超过24 m的孔,都可在格林珩磨机上进行加工。所有加工过程的相同点是切割深度线相互交叉时的珩磨角 (交叉磨削)。在尺寸公差、缸体形状和粗糙度方面可达到的精度充分满足高负荷及高能效机组的功能要求。
珩磨工艺的一个重要特征是过程运动学,相应参数由刀具执行,包含升降、旋转和进给运动。通过这些运动,产生了工艺特有的珩磨角。进给运动促成径向涨刀,从而让珩磨条紧贴孔壁。该运动是通过电子机械式进给系统产生的,该系统可将进给力控制在可调节的极限范围内。
除了运动学之外,同轴性也是珩磨工艺的一个重要特征。如上文所述,珩磨条通过径向进给运动移向孔壁。此时将构建一个珩磨条压力,由此可以节省凸起的切割晶体材料。
通过进给运动,刀具在孔内对中。孔轴和刀具轴相一致。要做到这一点,就要求在刀具布置方面有足够的自由度。为此,刀具以双铰接方式与珩磨主轴连接。通过这种布置方式,刀具可以根据孔的情况调整位置和倾角。这样一来,位置精度无法通过珩磨进行修正。但也有例外情况,例如强力定位珩磨,该过程采用刚性刀具。
珩磨条也是格林集团的明星产品,含有金刚石或氮化硼 (CBN) 作为专有磨削材料。这类切割晶体嵌入一种硬质金属基体中。通过凸出的磨粒,对材料进行切削加工。