Nano珩磨
为您的产品采用面向未来的先进技术
为您的产品采用面向未来的先进技术
对内燃机的汽缸内壁进行热喷涂是未来的一个高性能材料。通过对缸体采用新的加工链可以加工出低摩擦,长度和重量都变小的高能效的内燃机。有鉴
于此,该加工链包括以下加工过程:
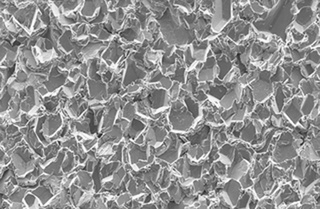
为了在喷涂中达到很大的粘附力,需要对高精度孔进行机械粗加工(预加工)。机械粗加工通过切削过程以及结合切削和成型的加工过程实现。紧接着进行PTWA(等离子转移弧)喷涂,用等离子光弧将供应的金属线融化然后喷向汽缸内壁。这会产生一个比较硬的,耐磨的,可塑的,容易进行珩磨的缸壁涂层。
在进行热处理后,再进行过喷喷射处理,过喷的颗粒通过水柱从铸件表面清理掉。不需要再进行昂贵的遮蔽处理,加工链现在已经准备好,可以进行下一步的加工了。
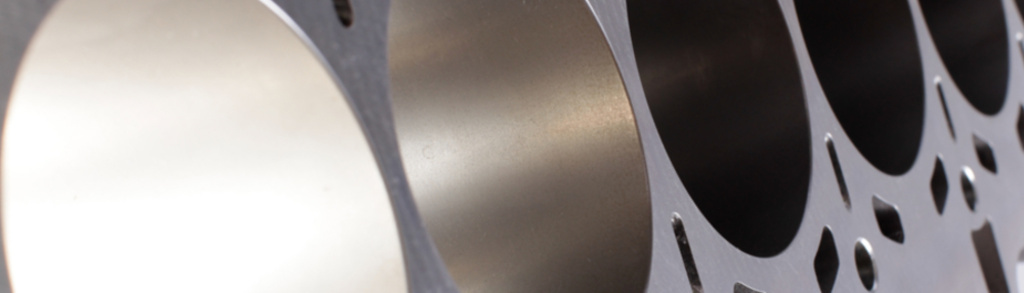
接下来是珩磨,它是一个多步的精加工过程,可以加工出带低摩擦表面的缸体内壁,并具有很高的尺寸和形状精度。
.
为了在制造技术上实现纳米级珩磨,必须将粗糙化处理、涂层和珩磨这几项工艺相互组合。其中,采用格林刀具进行的粗糙化处理在已进给的加工主轴上进行。
进行热喷涂时,在原本的缸体表面上喷上微小的铁颗粒。可采用诸如RSW、PTWA、LDS或APS等工艺。
纳米珩磨的最后阶段是专门针对格林珩磨机而调整的珩磨过程。根据需要,还可以将涂层前的清洗以及涂层后的过喷喷射处理整合到整个工艺过程中。涂层期间可能在孔的下方出现微粒沉淀,可通过过喷喷射处理予以消除。这时,可利用喷射工具,在高压下将水溶性冷却润滑剂喷到相应区域。


该加工过程的总体效果就是显著减少摩擦,这对减少燃料和燃油消耗非常有益。因此也就对现代内燃机的高能效,低排放值和延长其使用寿命作出了很大的贡献。
Nano珩磨过程链借助粗糙化处理、涂层和珩磨技术的理想组合,可加工出摩擦力极低且摩擦系数得到优化的气缸工作表面。
这样便可以构成一个耐磨损的涂层,以系统固有的多孔性来容纳润滑剂,同时获得珩磨得非常精细的表面。
我们的powertrainhone产品系列专为加工发动机缸体和气缸套而优化设计。无论是气缸孔还是曲轴孔,无论是模块化规格还是流水线,我们都能向您提供最合适的解决方案。