激光毛化
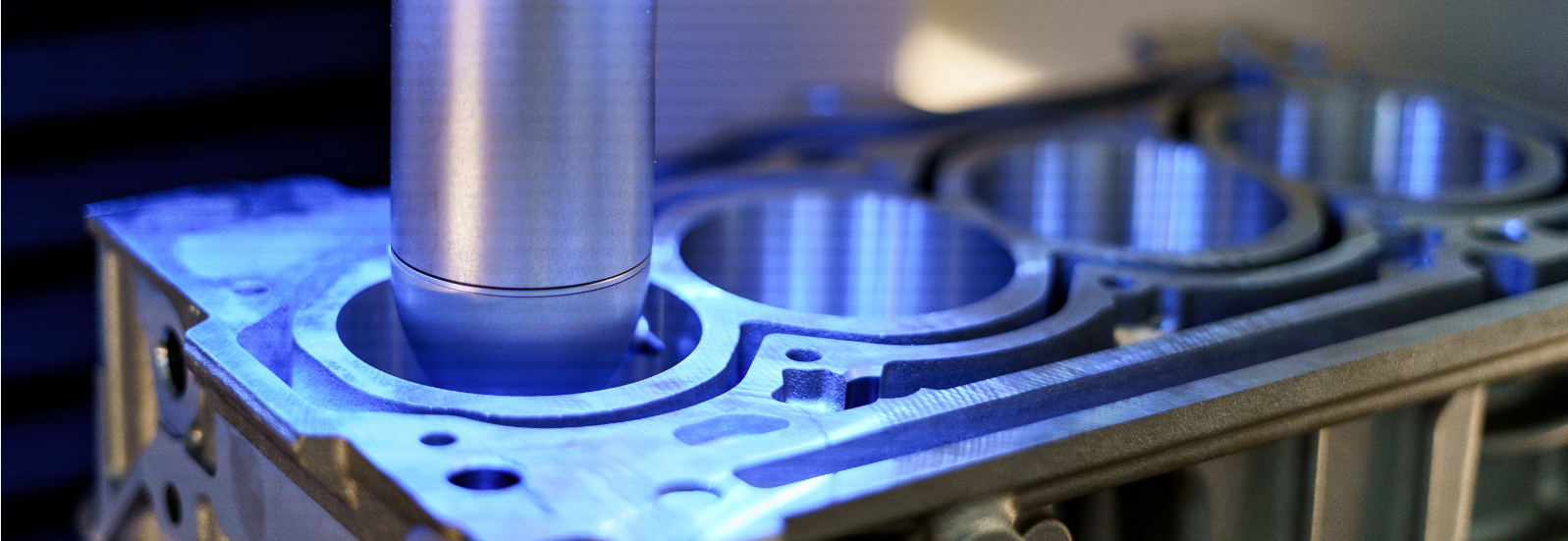
气缸的热涂层工艺备受青睐,其提高内燃机效率的成果是生产的最终目标。
气缸的热涂层工艺备受青睐,其提高内燃机效率的成果是生产的最终目标。
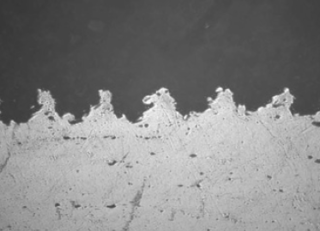
为了在镀层和基体间形成牢固的结合,高效的毛化工艺确保了各个方面的功能。通过凹陷部位形成相互结合,并且完成了粗糙度曲线的设计。涂层材料决定着表面附着的强度。
微观表面的形状结合实现了高附着强度。这对含镀层的发动机功能有着显著的功效,使镀层在所有方向上都能有效受力。另一个目标是粗糙度曲线的灵活设计。激光束参数和行程运动学实现了螺旋形走向的闭合腔。运行成本相对较低,因为不需要带有较高成本的刀具的机械加工。激光毛化显著减少了镀层材料,实现了甚至在较低粗糙度表面的高强度附着能力。
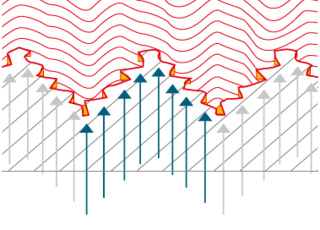
通过凹陷部位产生的相互结合
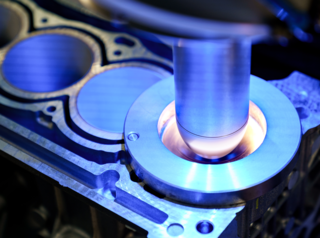
当高能量光束到达材料表面,能量局部的被吸收然后转化成热能。如果选择了合适的参数,粗糙度曲线的形成完全能符合功能-例如在铝制材料和铸铁。激光束的旋转叠加以及进给运动可以在加工节拍内进行整个缸孔的柔性加工
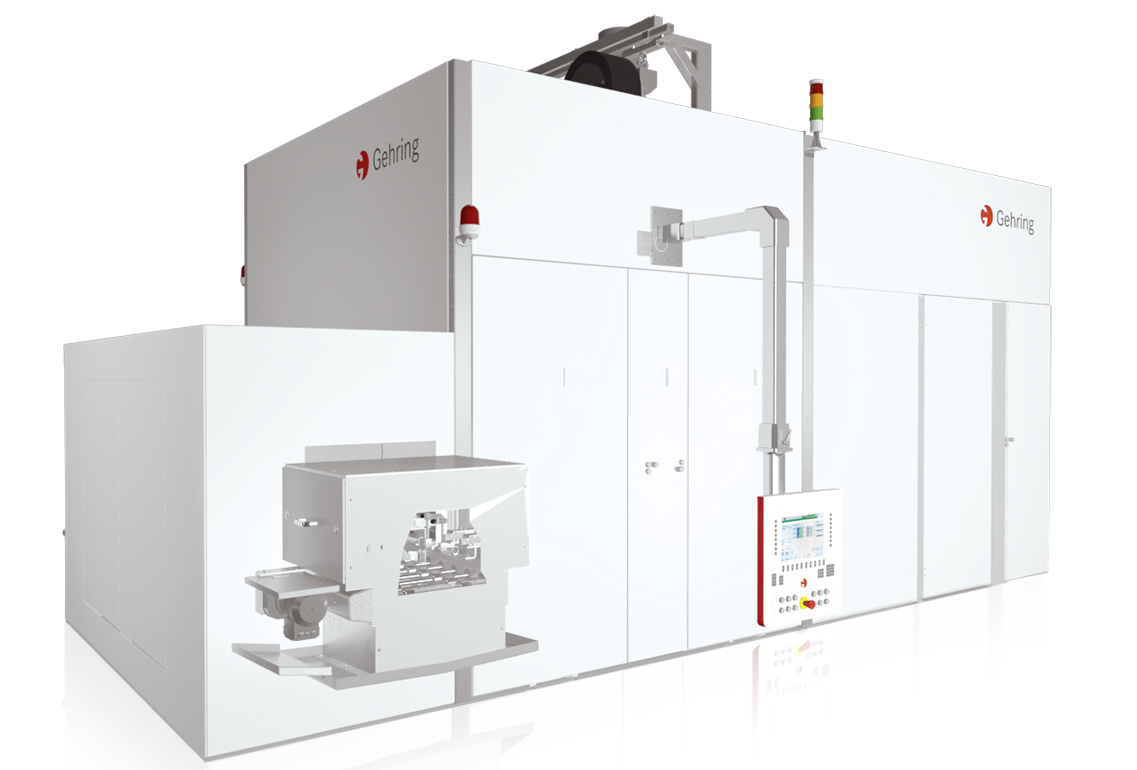
革新的旋转光学系统决定了激光毛化的工艺。紧密结构设计的格林机床,两个缸孔的同步加工。空心轴马达和固定潜入式光学系统确保了近似无振动的加工运行。使用高品质的材料保证了光学元件的使用长寿命。工业摄像头用于观测整个流程,尤其在调试期间。全自动毛化模块的周边设备,激光束的冷却装置和旋转光学系统
激光毛化的旋转光学系统
从不同功效级别的发动机制造中积累的多年经验表明,激光毛化对于现代化批量生产是一项革新的,经济型的工艺流程。激光毛化可以被用于普遍的热涂层工艺的预处理。激光束的使用可以珩磨铝合金材料如同铸铁一般。当加工二冲程发动机时,激光毛化的特殊工艺能更为显著。在这个过程中,激光束可以穿透缸孔,然后重新回到缸孔内,也就是说,在溢出通道不造成任何的损失。局部的,有针对性的激光毛化可以在活塞运行区域以及顶点倒角处进行喷涂。格林在 激光毛化,涂层,珩磨方面都是专家。稳定可靠的工艺流程确保了低摩擦,耐用的缸孔表面。
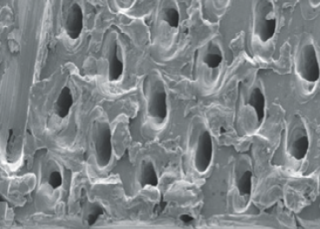
激光毛化的表面结构
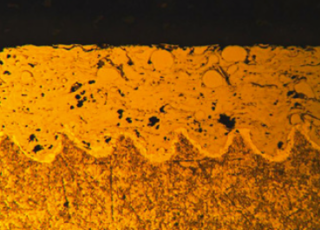
铝制材料的热涂层
独立的闭合腔