Gehring-Download-Center
Fachwissen

Um Sie an unserem Know-How teilhaben zu lassen und Ihnen fachspezifische Zusatzinformationen zu bieten, haben wir eine Auswahl an Fachartikeln unserer Experten zusammengestellt.
Sie benutzen einen sehr veralteten Browser. Um unsere Webseite in vollem Umfang zu nutzen, bitten wir Sie, Ihren Browser auf die aktuellste Version zu aktualisieren.
Fachwissen
Um Sie an unserem Know-How teilhaben zu lassen und Ihnen fachspezifische Zusatzinformationen zu bieten, haben wir eine Auswahl an Fachartikeln unserer Experten zusammengestellt.
Diamant- und CBN-Honleisten sind aufgrund ihrer hohen Standmengen und reproduzierbaren Arbeitsergebnissenin der fertigungstechnischen Praxis allgemein eingeführt. Die Vorbereitung von Honwerkzeugen mit superharten Schneidleisten für den Einsatz in der Honmaschine erfordert in der konventionellen Konditionierung sowohl die Herstellung der Makrogeometrie wie Formgenauigkeit sowie die Erzeugung einer Mikrotopographie mit erhabenen Schneidkristallen. Ein neues Laserbearbeitungsverfahren ermöglicht es nun, zumindest in den Anwendungsbereichen mittlerer Siebkörnungen, den bisherigen Aufbereitungsmodus zu substituieren. Die Honleiste mit unmittelbar einsatzbereiter Topographie ohne aufwändige Aufbereitung ist das Ziel dieser neuen Technologie.
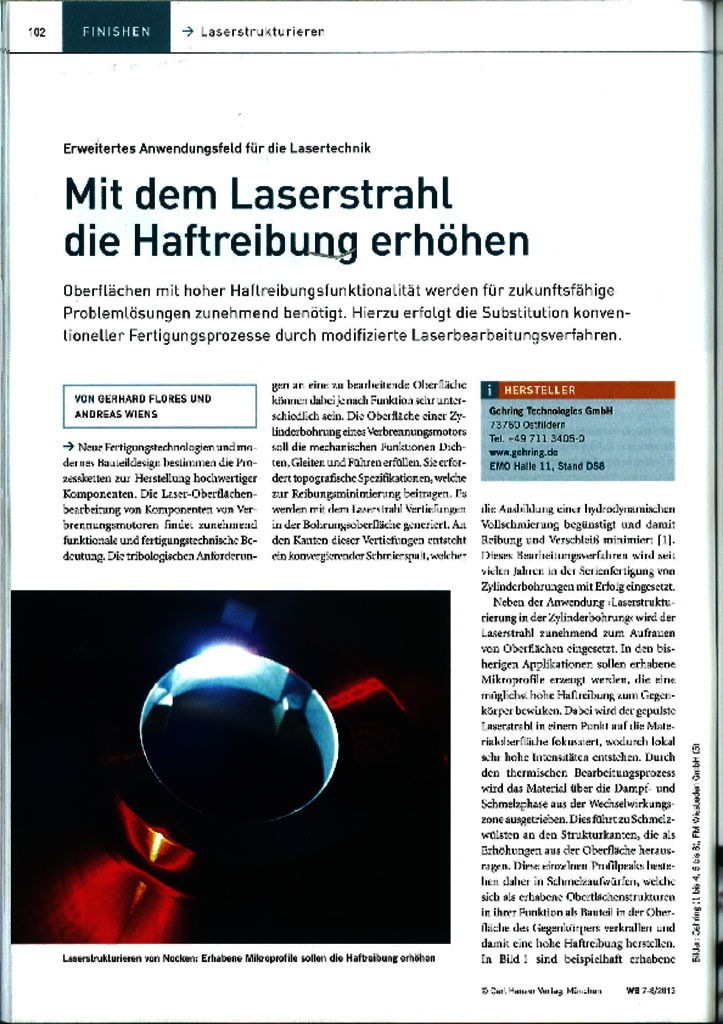
Oberflächen mit hoher Haftreibungsfunktionalität lassen sich wirtschaftlich und in engen Toleranzen reproduzierbar mit geeigneter Lasertechnologie herstellen. Dies führt zur modifizierten konstruktiven Ausführung von kraftübertragenden Verbindungen und zur Substitution einzelner Bauelemente. Darüber hinaus entstehen innovative Prozessketten, in denen neue Laserstrukturierungsmaschinen ihren festen Platz finden.
Machining of thermal-sprayed layers is a new challenge for machining cylinder bores with different honing variants. New strategies for machine and tool layouts as well as the availability of appropriate diamond stones considering the material-specific properties of the cutting process are essential. Based on the coating material characteristics which are relevant for machining, a new honing process is presented.
The use of form honing contributes to energy efficiency of modern internal combustion engines, especially to the reduction of CO2. Until now the production of internal combustion engines has required cylindrical bores with high shape and surface quality. This machined macro form is not maintained for the function of the engine due to mechanical and thermal influences. During operation they cause complex distortion mechanisms which significantly deviate from the desired cylinder form.
Oberflächen mit hoher Haftreibungsfunktionalität werden für zukunftsfähige Problemlösungen zunehmend benötigt. Hierzu erfolgt die Substitution konventioneller Fertigungsprozesse durch modifizierte Laserbearbeitungsverfahren.
Die Honbearbeitung von Zahnradbohrungen ermöglicht in der Funktion hohen Bedienungskomfort, geringe Geräuschentwicklung und hohe Laufruhe eines Getriebes. Honen ist auch hier ein Beitrag zur Reibungsreduzierung im Antriebsstrang. Sowohl der zerspanungsintensive Schrupphonprozess als auch die funktionsgerechte Endbearbeitung von Schalträdern können von einem Verfahren auf einer Maschine durchgeführt werden.
In der bisherigen Fertigung von Verbrennungsmotoren besteht die Forderung nach Zylinderbohrungen mit hoher Zylinderform- und Oberflächengüte. Die Bearbeitungsmakroform bleibt jedoch dem Motor aufgrund unterschiedlicher Einflüsse für die Funktion so nicht erhalten. Es wurde daher ein Honverfahren entwickelt, welches nicht die zylindrische Bohrungsform zum Ziel hat, sondern bereits eine Verformung fertigungstechnisch vorhält.
Die Honleiste bestimmt den Prozess weitgehend hinsichtlich Qualität und Wirtschaftlichkeit. Die jeweilige fertigungstechnische Aufgabenstellung erfordert zugeschnittene Lösungen für leistungsfähige Schneidstoffe. Durch die freie Auswahl der Werkstoffkomponenten und der hohen Flexibilität der Herstellprozesse lassen sich für kundenspezifische Anforderungen produktgerechte Lösungen entwickeln.
Das Formhonen erlaubt es, die tribologisch relevante Funktionsoberfläche des Hones mit einer gezielt zerspanten Funktionsmakroform der bearbeiteten Bohrung zu kombinieren. Durch das Formhonen beispielsweise von Antiverzugskonturen können unvermeidliche Zylinderverzüge im motorischen Betrieb von Hubkolbenmotoren vorgehalten werden.
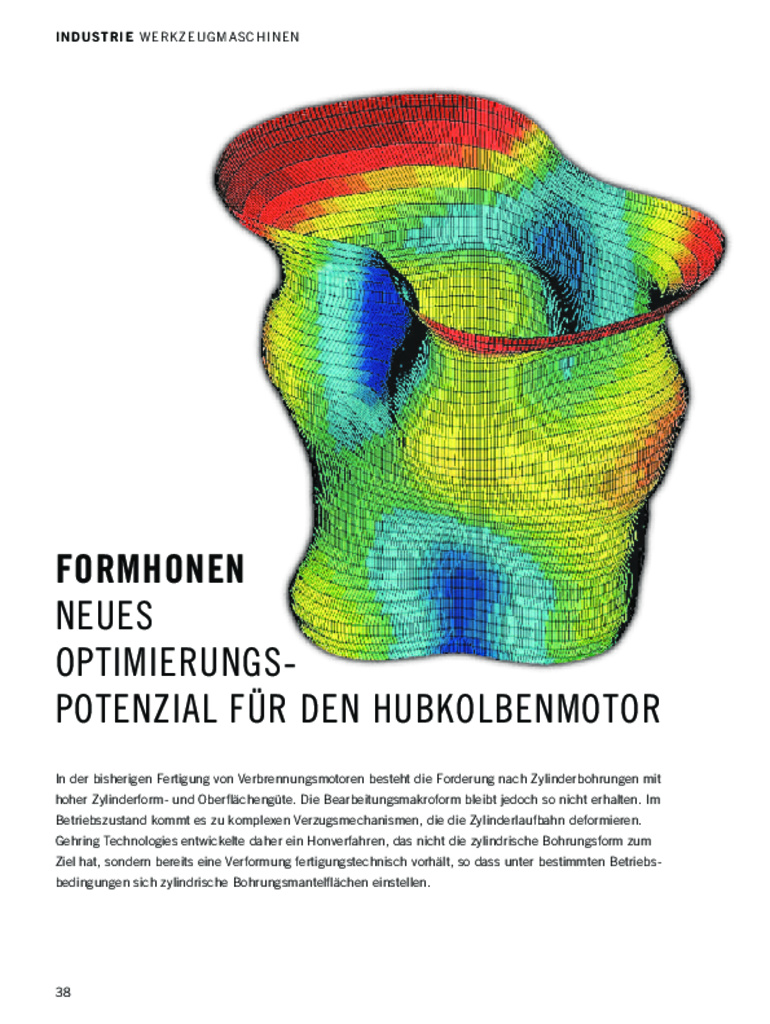
In der bisherigen Fertigung von Verbrennungsmotoren besteht die Forderung nach Zylinderbohrungen mit hoher Zylinderform- und Oberflächengüte. Die Bearbeitungsmakroform bleibt jedoch so nicht erhalten. Im Betriebszustand kommt es zu komplexen Verzugsmechanismen, die die Zylinderlaufbahn deformieren. Gehring Technologies entwickelte daher ein Honverfahren, das nicht die zylindrische Bohrungsform zum Ziel hat, sondern bereits eine Verformung fertigungstechnisch vorhält, so dass unter bestimmten Betriebsbedingungen sich zylindrische Bohrungsmantelflächen einstellen.
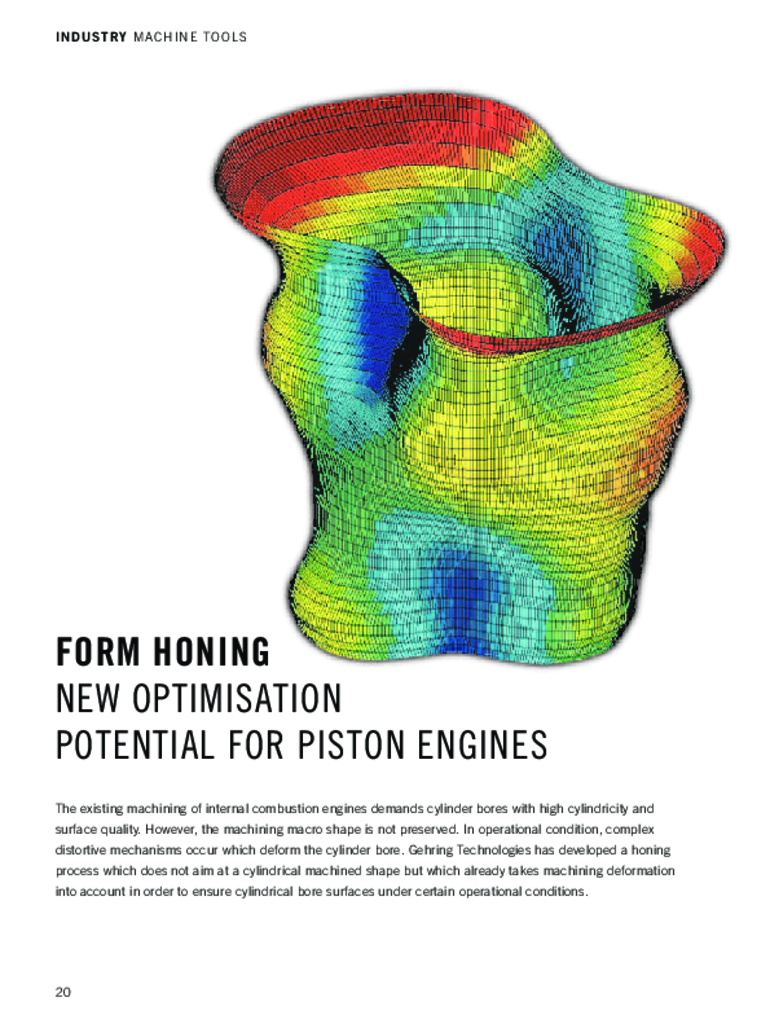
The existing machining of internal combustion engines demands cylinder bores with high cylindricity and surface quality. However, the machining macro shape is not preserved. In operational condition, complex distortive mechanisms occur which deform the cylinder bore. Gehring Technologies has developed a honing process which does not aim at a cylindrical machined shape but which already takes machining deformation into account in order to ensure cylindrical bore surfaces under certain operational conditions.
Diese Prozesskette entspricht dem Trend im Automobilbau, durch neue Werkstoffe und kostengünstige Fertigungstechnologien emissionsarme Motoren mit reduzierten Kraftstoffverbräuchen und gesteigerter Langlebigkeit zu produzieren.
Ganzen Artikel lesen (englisch)
Diese Prozesskette entspricht dem Trend im Automobilbau, durch neue Werkstoffe und kostengünstige Fertigungstechnologien emissionsarme Motoren mit reduzierten Kraftstoffverbräuchen und gesteigerter Langlebigkeit zu produzieren.
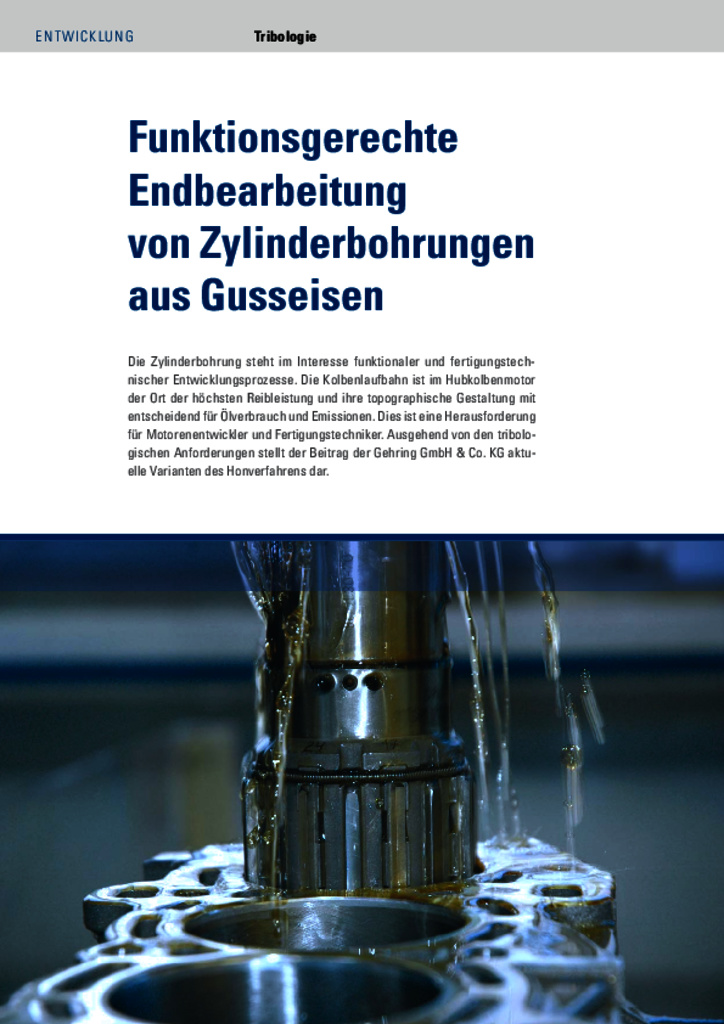
Die Zylinderbohrung steht im Interesse funktionaler und fertigungstechnischer Entwicklungsprozesse. Die Kolbenlaufbahn ist im Hubkolbenmotor der Ort der höchsten Reibleistung und ihre topographische Gestaltung mitentscheidend für Ölverbrauch und Emissionen. Dies ist eine Herausforderung für Motorenentwickler und Fertigungstechniker. Ausgehend von den tribologischen Anforderungen stellt der Beitrag der Gehring GmbH & Co. KG aktuelle Varianten des Honverfahrens dar.
The cylinder bore is of interest for functional and production development processes. The cylinder bore of the piston stroke engine is the place of the highest friction efficiency and its topographical design is decisive for the oil consumption and the emission of modern motor-vehicles, a challenge for engine development and production engineers. Gehring GmbH & Co. KG, Ostfildern, Germany, is an experienced partner for the realization of efficient cylinder bores. On the basis of the tribological requirements, present honing variants are described.